



油圧ユニット製作専門会社だから安心してお任せ下さい。

フラッシングとは配管システムの接続が完了して、本運転に入るまえ に行う配管の清掃処理システムです。
工事中に発生しやすい、溶接スケール・バリ・サビ・切削粉・シール テープなどを除去し、ポンプの故障・バルブの切替不良・コイルの 破損・シリンダのカジリ等のトラブルを未然に防ぎポンプや機器を 長持ちさせる為の作業です。熱交換器、ガス配管、燃料配管、発電装置等にもフラッシング作業が必要です。まずはお気軽に、ご相談下さい。

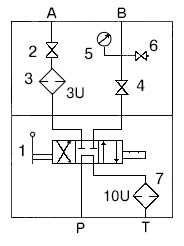
フラッシング回路・機種

※画像タップで拡大表示
| 機種 | 最大流量(L/min) | タンク (L) |
モーター (kw) |
ポンプ型式 | 重量 (kg) |
|
|---|---|---|---|---|---|---|
| 50HZ | 60HZ | |||||
| FU-1622 | 23 | 28 | 60 | 2.2 | PVS-1B-16N3 | 150 |
| FU-45110 | 50 | 60 | 150 | 5.5 | PVS-2B-35N3 | 350 |
| FU-45110 | 65 | 78 | 200 | 11 | PVS-2A-45N3 | 500 |
| FU-70220 | 100 | 120 | 400 | 22 | V70A-3RX-60 | 950 |
・配管の洩れ試験、耐圧試験も出来ます
・配管内の圧力も4~5MPaに調整可能
・フィルターエレメントの交換が容易
・フラッシング途中でのサンプリングも簡単
・ユニット、コンタミキッドのレンタルも可能



用 途 NAS級 サーボ弁などの精密制御用 7~8級 高性能ポンプ、高速モーター 8~9級 微小流量制御、一般ポンプ 10~11級

配管作業時の注意事項
・パイプの切断は管内に研削粉が付着する高速研削機は使用せず、ノコ盤で切断をする。
・パイプの切断面は直角、仕上がり面は良好でカエリ、面取りが完全であること。
・溶接の仮付け、初層はTIG溶接又はCO2溶接とし酸化スケールの発生を防止する。
・差込み継手で大きなサイズは内面も溶接する。
・内面溶接できない小口径のものは、フランジとパイプの隙間を無くし、スケールの流出を防止する。
・管の溶接箇所を減らすため、できるだけベンダー曲げをする。
・使用するパイプ、継手は新しいものを使用し錆びたものは使わない。
・シールテープの巻き付ける場合はパイプの端面からはみ出ないようにする。

- 製品情報
- 油圧ユニット・潤滑ユニット 製作事例 | 油圧関連 取扱製品 |
油圧ユニット標準タンク寸法表 | 油圧ユニット販売価格 - インフォメーション
- 油圧ユニットのレンタル | 油圧配管のフラッシング | 修理・故障診断 |
ご依頼の流れ | よくある質問 - 企業情報
- 会社概要| お問い合わせ




